

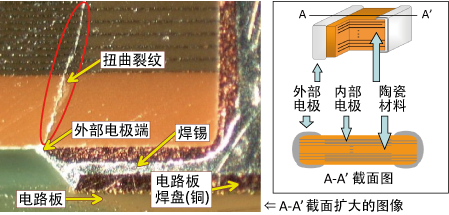
1.为了防止由局部快速加热、热冲击对元件的破坏(产生裂纹),需要进行贴片预热等,缓和对贴片的热冲击
2.基板温度比回流时低,因此在冷却时会产生残留应力差,易降低机械强度(耐基板弯曲性)。为了提高这一强度,焊接时要保持基板一定的温度
维修/返修时有以下2个作业。
1.拆卸基板上贴装的电容器的“拆卸作业”
2.贴装新电容器的“安装作业
1. 涂助焊剂
2. 预热基板
3. 本加热
4. 拆卸电容器
5. 冷却基板
6. 追加焊接
7. 装载电容器
8. 预热基板
9. 本加熱
10.冷却基板
※产品试制等,只贴装电容器时进行“安装作业”。此时,作业流程中的“追加焊接”作业实行涂焊料。
温度基准如下图所示(图1、图2)。假设焊料成分为Sn-3.0Ag-0.5Cu。使用热电偶测量基板正反温度。
1. 自基板反面开始,在90秒内对基板整体进行预热
2. 之后对基板表面搭载的元器件周边进行本加热,并对基板上下面进行加热,融化焊料。

多层基板中,特别是焊料难以融化的地方,必须提高本加热时的最终温度(图2)。
- 温度测量 :K热电偶
- 热固性树脂 :环氧树脂

对基板表面(贴装电容器的面)及其反面的2处进行温度测量。将热电偶置于焊盘中央并与基板连接,用热固性树脂固定。
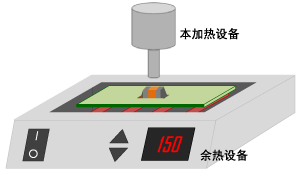
1. 预热设备
扩大加热区域,最理想状态是能对整个基板进行预热。

2. 本加热设备
推荐使用热点加热器(热空气加热器)。
※局部加热设备容易获得。

在处理0201尺寸以下的小型元件及高密度贴装基板时,也需要注意除加热设备以外的设备选择。在此为您介绍作业时设备选择要点。
1. 放大设备
我们推荐显微镜作为作业中使用的放大设备。由于基板预热使用局部加热器,希望使用臂式显微镜。

2. 镊子
为了在高密度贴装基板中拆卸电容器时,不接触周围元件,我们推荐使用前端厚度小于0.1mm的精密镊子。

为您介绍高密度贴装基板的0201尺寸电容器的维修/返修作业步骤。
<电容器拆卸工序流程>









 企业微信客服
企业微信客服
